I. Case Overview
The remote monitoring technology can carry out all-weather and all-round monitoring of each monitoring object, which also means that various remote resources are connected through the network to achieve resource sharing. Through remote real-time monitoring, technicians can monitor the situation on site without visiting the site (especially in harsh environments), which greatly improves the efficiency of the factory and enterprise.
At present, most boilers can only be configured and controlled locally, and the customers used are scattered around the world and cannot be managed centrally. In order to comply with the trend of the Internet of Things, Yangzhou Company cooperated with Wuxi MANTOO Technology to develop a boiler management system.
II. System architecture diagram

Ⅲ. System functions
※Centralized management: You can view the real-time operating status, parameters, faults and other data of multiple boiler equipment at the same time.v
※Accurate Push: Manufacturers can push relevant product information to customer APP.
※Increase efficiency: reduce equipment management costs and improve equipment production efficiency.
※Online interaction: Customers can directly ask the manufacturer questions through the APP to improve communication efficiency.v
※User experience: Customers can remotely monitor the boiler and check the boiler operating status anytime, anywhere.
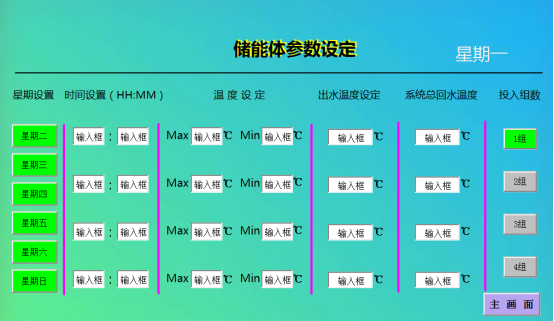
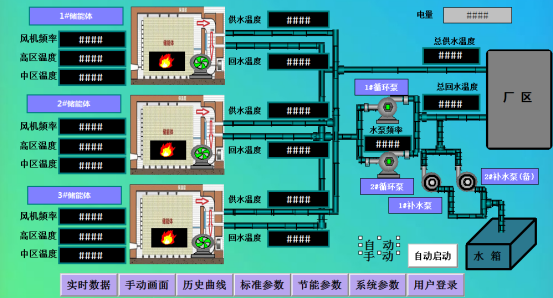
Ⅳ. Software system interface
Ⅴ. Live photos


hotline:400-6822950
Email:service@mantoo.com.cn
