
随着国内工业化程度逐渐提高,有毒气体的产生环境也逐渐增多,人造纤维、染料、化工、炼油、硫酸厂、工矿企业、交通运输等场景下,有毒气体产生的几率越来越大。
苏州某汽车零部件加工生产企业车间生产零部件时所产生高温采用可燃气体燃烧加热,但在生产过程中气体会泄漏,成为有毒害气体,会对生产人员身体健康造成伤害,气体泄漏达到一定浓度时遇到明火会爆炸,造成严重事故。我司为其搭建车间有毒有害气体检测监控系统,对车间内的有毒有害气体实时监控,确保员工的职业健康安全,防止发生爆炸、火灾、中毒事故,从而保障安全生产。
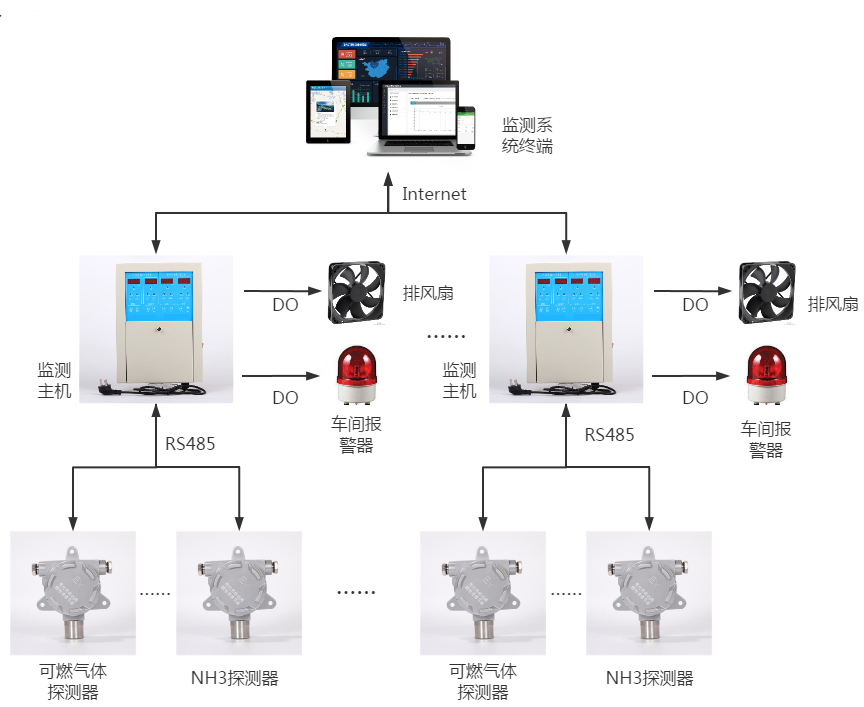
二、系统架构
本系统通过NH3气体传感器、可燃气体传感器对车间内有毒有害气体实时采集,并将数据上传服务器进行分析处理,浓度达到报警器设置的报警值时,报警器会发出声光报警信号,以提醒采取人员疏散、强制排风、关停设备等安全措施。且气体报警器可联动相关的联动设备如在工厂生产、储运中发生泄漏,可以驱动排风,切断设备电源、喷淋等系统,预防事故发生,保障安全生产。
l 硬件选型
(1) 硬件设备:监测主机、可燃气体探测器、NH3探测器、报警器、排风扇;
(2) 工作原理:监测主机将可燃气体和NH3监测的数据上传服务器进行数据分析处理,浓度超标进行声光报警通知,同时联动风扇及时进行浓度分散处理;
(3) 安装方式:将传感器连接监测主机中得485接口,监测主机继电器部分接通报警器及风扇进行联动控制。

三、系统功能
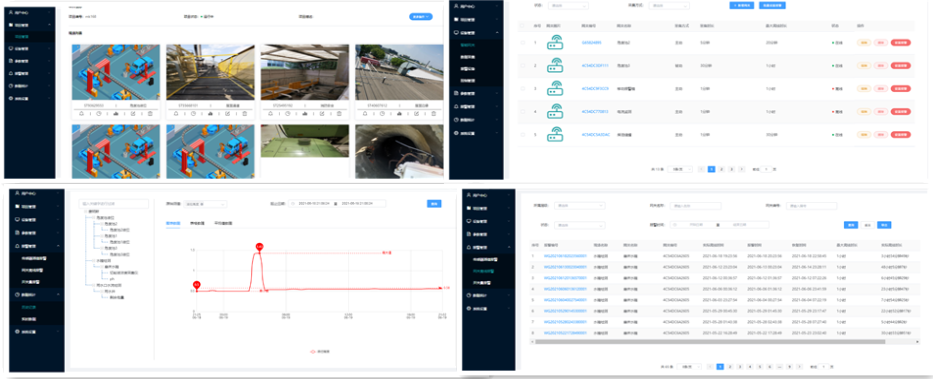
v 实时监测:支持对有毒有害气体实时数据采集,实时显示气体浓度;
v 报警管理:支持本地设备和远程报警,同时提醒管理人员和生产人员;
v 联动控制:支持外部设备(排风扇等)联动控制,当检测到有害气体泄漏时,自动启动排风扇,排出气体;
v 数据报表:对各设备的数据历史数据、各类报警信息进行记录,并支持导出;
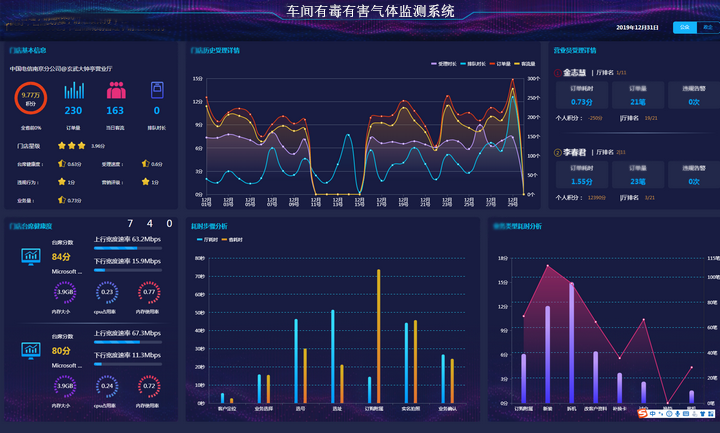
v 大数据看板:实时查看可燃气体、NH3的浓度,并生成折线图表分析;实时报警数据刷新,已处理报警信息区分显示;周线报警次数统计显示;设备在线情况预览。
四、案例现场

