一、案例概述
随着工业设备制造企业不断发展,业务遍及全国各地,甚至全球,设备销售量增加,设备存量市场增加,在设备后市场服务中往往存在沟通交流困难、故障反应不准确、设备运维管理落后、设备问题处置效率低下等一系列的问题,既影响企业形象,同时也存在大量的人力、物力成本浪费。
江苏省无锡市的某无锡灵鸽机械科技有限公司,现拥有国内国际客户350多家,客户分布广,年设备销售量大,设备市场存量大。随之而来的设备运维问题凸显,设备运维工作量巨大,大量的人力投入仍难以满足运维需求。原线下处置问题的方式效率低,设备问题沟通难、排查难、运维不及时,严重增加企业运维成本。为提高远程运维服务质量,利用无线传输技术、边缘技术等对设备数据实时采集、分析、预警,客户信息管理,问题在线反馈、在线派工、在线处置,实现远程统一管理,问题在线解决,提高运维效率,提升企业服务形象。
二、系统架构
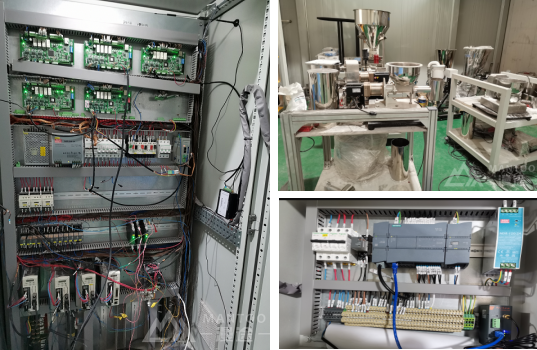
智能配料机系统采用4G智能网关对配料机设备进行实时数据采集,经边缘计算将处理后通过4G传输方式发送至后台服务器进行数据存储,同时对数据进行分析、展示,实现设备的远程运行状态实时感知,方便运维人员及时把控机器状态,机器的检测点位数据实时折线图表分析,异常数据进行标记并发送报警信息至管理后台,根据机器参数快速定位维修,大大提高设备远程运维管理效率

l 硬件配置
(1) 硬件设备:漫途4G智能网关;
(2) 工作原理:通过4G智能网关采集设备PLC数据经边缘计算后上传至服务器存储,后台软件对数据进行处理后进行数据分析展示;
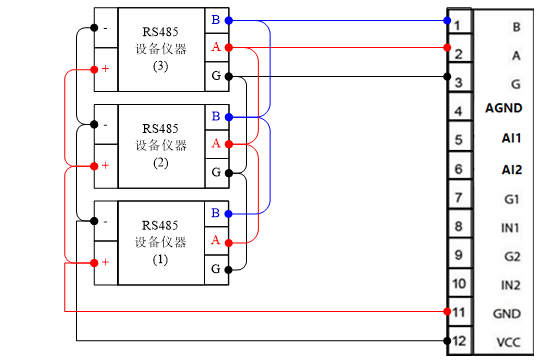
(3) 安装方式:将设备485接口或RJ45网口接通4G智能网关进行数据透传。
三、系统功能
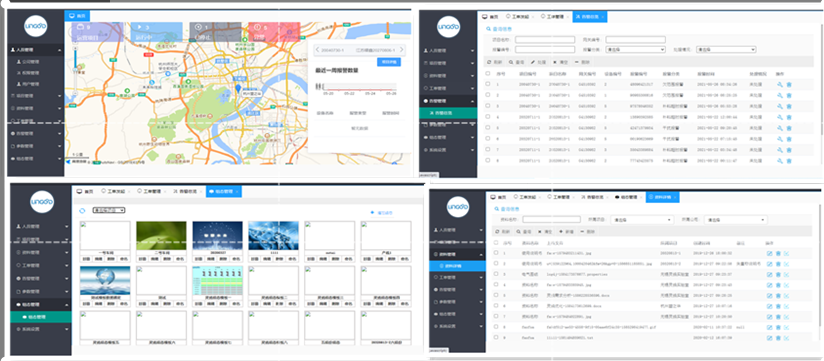
v人员管理:支持自主定义组织架构,维护设备商、客户、车间、产线等多层架构,支持设备商管理员、运维人员、客户管理员、客户员工等多种角色定义,并分配对应管理权限;
v项目管理:支持同一个账号管理多个客户现场,方便集中管理;
v资料管理:支持客户资料管理,设备商统一上传,客户、运维人员可随时随地通过软件下载查看;
v工单管理:问题在线反馈,生成工单,由管理员进行审核派发,运维人员平台接收任务,在线处置,及时跟进反馈客户问题,全面管控运维过程,提升运维效率;
v 告警管理:支持喂料机各项参数数据实时采集,越限自动报警,后台记录报警信息,运维人员根据报警类型进行及时处理;
v 自定义分析:系统支持面向设备数据采集点位进行自定义算法分析,支持变量分组计算;
v组态管理:支持自定义组态界面,添加组态监测参数,实时显示设备的各参数数据及运行状态信息;
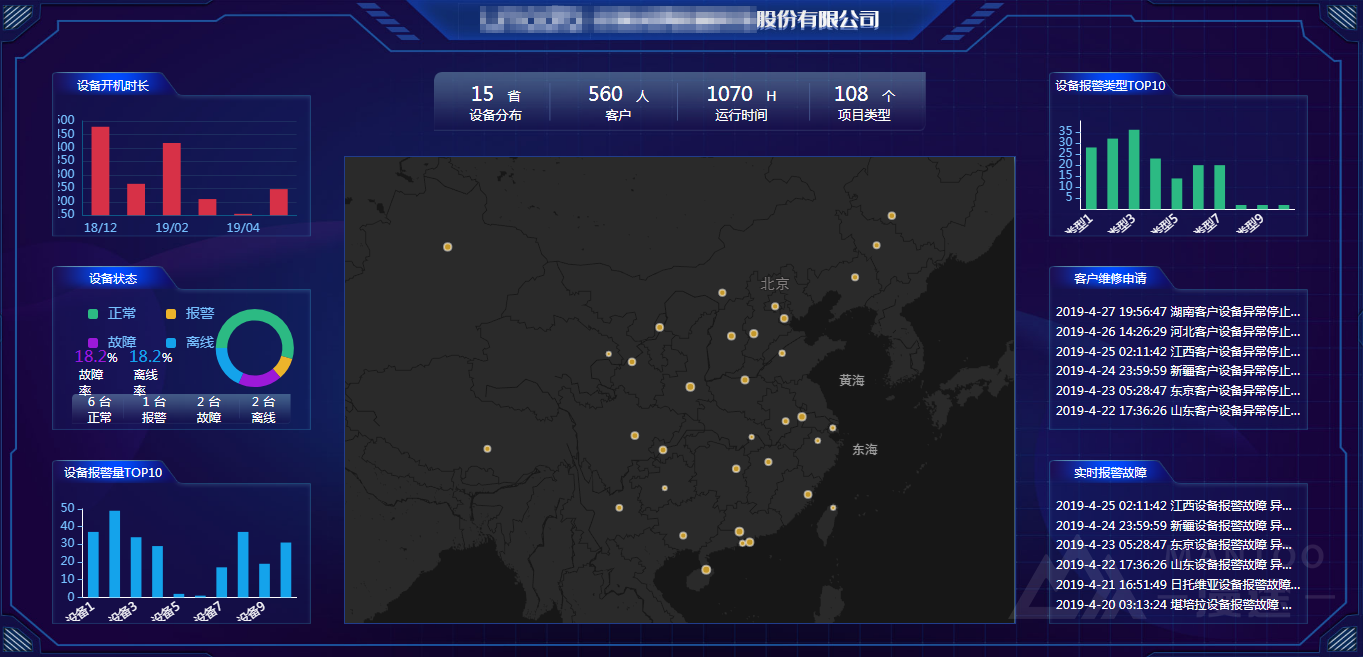
v 数据看板:支持GIS地图,直观展示客户、项目、设备分布情况,同时支持告警实时查看,工单实时查看,对设备运行状态及报警类型进行图表分析统计展示;
vAPP管理:支持手机端自动派单、接单处理客户维修运维订单。
四、产品特点
智能化管理:对设备运行进行预见性干预,保障设备稳定运行,减少机器故障率,降低维护成本。
降低运营成本:实现远程统一管理,问题在线及时解决,提高运维效率,降低现场运维成本,避免因为机器故障停机而导致客户生产损失;
五、应用案例
²无锡失重式喂料机设备远程运维平台;
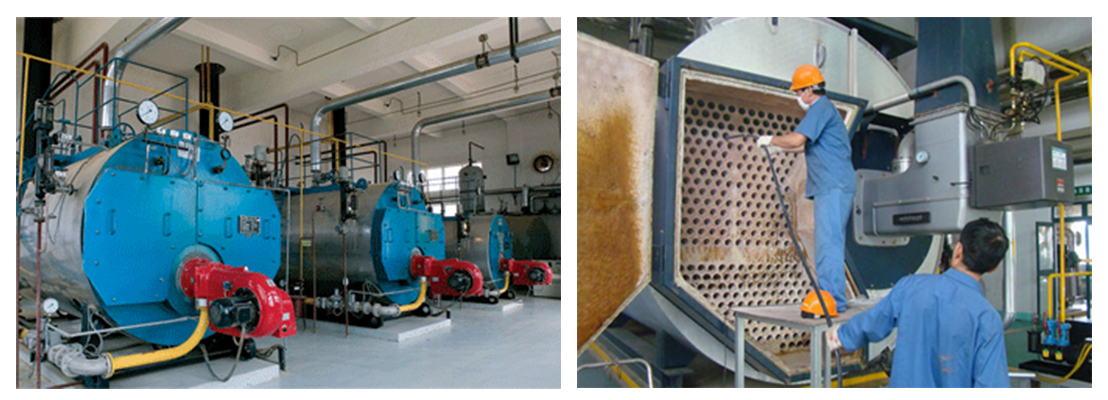
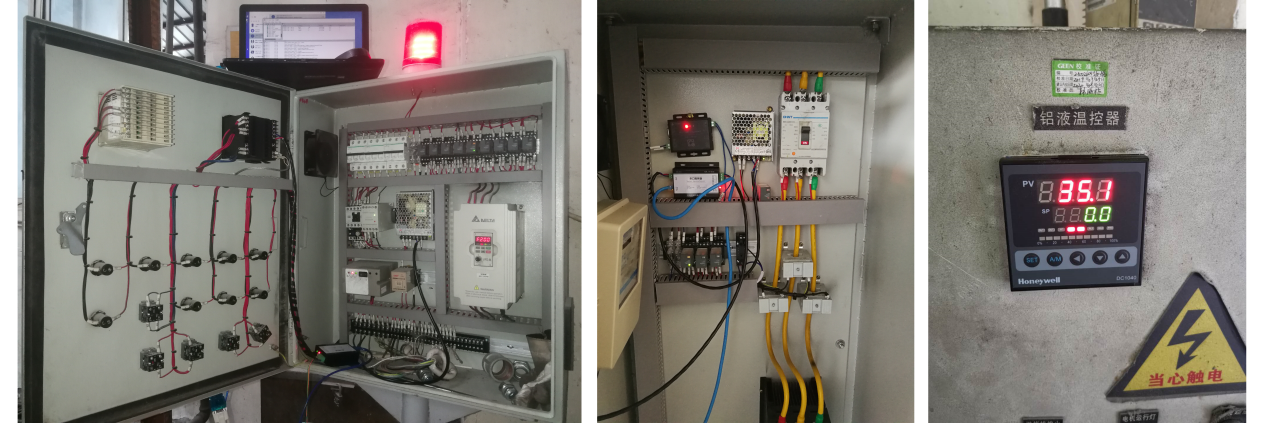
² 求精热处理工厂在线管理平台;
² 南通清洗机设备远程运维管理平台。